临澧县隶属于湖南省常德市。雍正七年(1729),裁九溪卫、永定卫和澧州地一部分,始设县,取安福旧所名曰安福县,民国3年(1914)1月,因与江西省安福县同名,乃取壤联澧水之意,改称临澧县。 临澧地处湘西北,属环洞庭湖区丘陵县,是民主革命先驱林修梅、无产阶级革命家林伯渠、有名作家丁玲的故乡。全县辖10个乡镇、2个街道办事处(筹)、1个经济开发区、160个村(社区),总面积1203平方公里。 临澧先后获得全国文化好县、全国科技进步县、全国教育工作好县、全国民政工作好县、全国村民自治模范县、全国社会治安治理好县、全国计划生育服务好县、全国国土资源节约集约模范县、全国农村社区建设示范好县、全国新型职业农民培育示范县、全国农技推广示范县、全国“五好”县级工商联、中国烟花爆竹之乡、中华诗词之乡等40多项的荣誉和100多项省级荣誉称号。 临澧县,隶属于湖南省常德市,是商品粮基地县、全国科技工作好县、湖南省绿色食品基地示范县,有 “非金属之都”之称。 临澧县位于湘西北,澧水中下游,东邻津市,南接鼎城、桃源,西与石门毗邻,北抵澧县;属亚热带季风气候,有名景点有林伯渠故居、太浮山景点等。邑地古为荆楚之域;明洪武十四年(1381年),隶常德府;1988年5月至今,隶常德市。 2021年5月1日,临澧县入选“2021中国具诗意百佳县市”榜单。 临澧县,隶属于湖南省常德市,位于湘西北,澧水中下游,地处武陵山余脉与洞庭湖盆地过渡地带,总面积1210平方公里。 地形地貌以丘陵为主,是商品粮、棉、油基地县,湖南省绿色食品基地示范县。临澧石膏资源居全国前列、湖南省位、长江以南区域位,探明储量为21亿吨,有 “非金属之都”之称。 2017年,临澧县户籍总人口44.66万人。 临澧先后荣获“全国科技工作好县”、“全国文化工作模范县”、“全国计划生育工作好县”、“全国村民自治模范县”、“全国‘两基’教育工作好县”等光荣称号 。

湖南省常德市临澧县
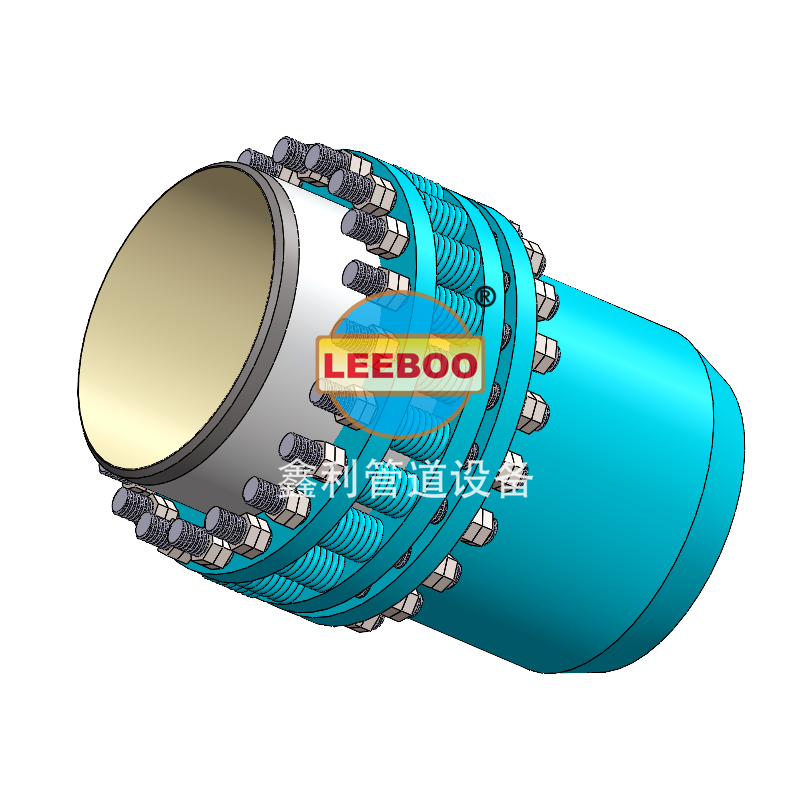
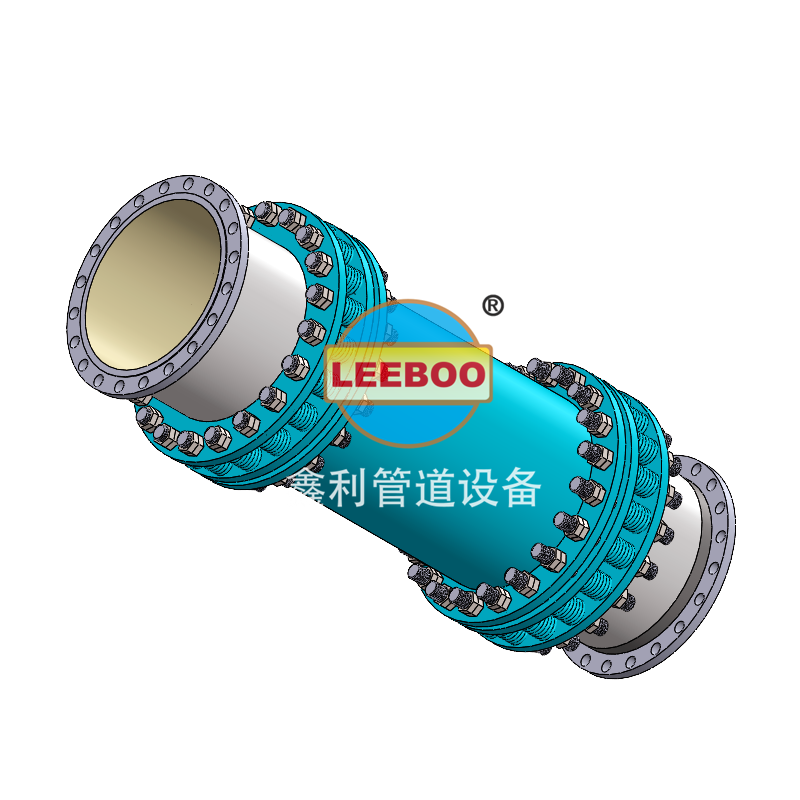
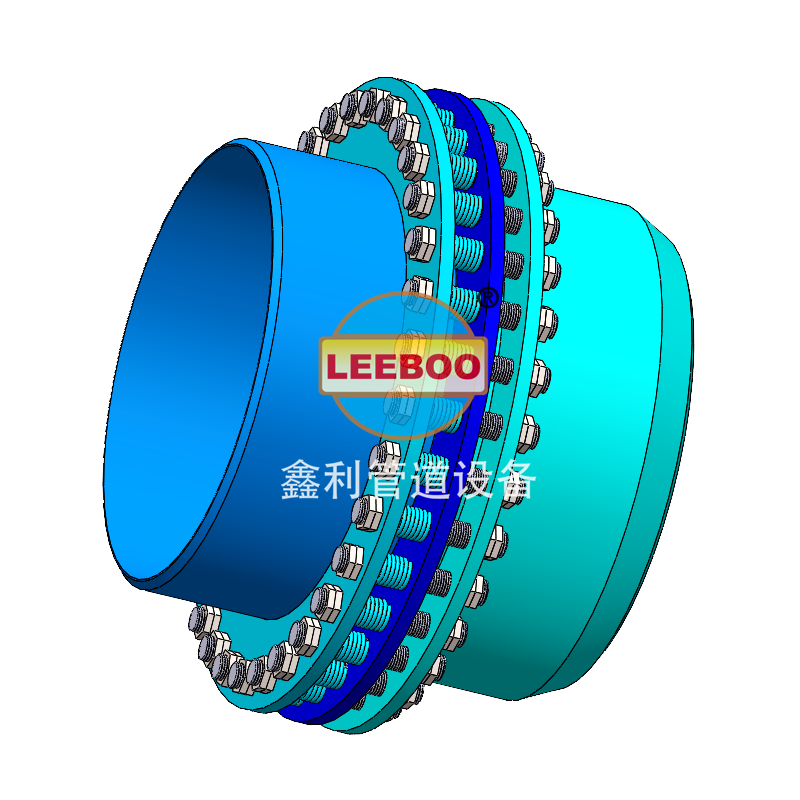
双球体橡胶接头说明是一种在管道中很常见的产品,可以直到很好的避震作用,近年来有需求加大的趋势,现在还有很多客户需要食品橡胶,食品橡胶不同于工业用橡胶,它价格会高出工业用橡胶很多。一般双球体橡胶接头的构成由中间的橡胶接和两端的法兰构成,球体可做成单球、双球、多球。双球体橡胶接头使用范围、说明、介质使用范围:由于本产品具有良好的综合性能,所以它广泛用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力等基础工程。使用说明:高层给水使用双球体橡胶接头时,管道需要有固定支撑或固定托架,否则产品应安装防拉脱装置。固定支撑或托架的力需要大于轴向力,否则也应安装防拉脱装置。适用介质:根据材料不同可制成耐酸、耐碱、耐腐蚀、耐油、耐热等各个品种,适应多种介质和环境。
它有如下的特点和安装事项:
1、本产品材料属很性橡胶,密封性好,重量轻,安装维修方便、使用寿命长,但避免与锋利金属器械接触,以免刺破球体。
2、此产品可大大降低管道系统的震动和噪声,吸振能力强。可根本上解决各类管路的接口位移,轴向伸缩及不同心度等问题。
3、压力。要根据泵的扬程来选择,一般常用接头的工作压力有0.6、1.0、1.6、2.5Mpa。
4、温度。根据你所输送的介质来选择,一般在-15℃~115℃特殊可达-30℃~160℃。
5、介质。一般的接头适用介质:空气、压缩空气、水、海水、热水、油、酸、碱等,适应范围较为广泛。
6、再专业些的还要考虑爆破压力和真空度等。
7、大部分水泵配的接头为单球体。
8、可产生横向、轴向、角向位移,不受管道不通心,法兰不平行的限制。
9、如双球体橡胶接头架空使用可配弹性支架,安装时螺栓要用对角法上紧。
10、如本产品管路压力过高时,应用螺栓将两端法兰连在一起。
11、根据材料不同产品可制成耐酸、耐碱、耐腐蚀、耐油、耐热等各类品种,适应多种介质和环境,因此在化工、石油、医药行业有很多的使用范围。
湖南省常德市临澧县双球体橡胶接头发生收缩现象是怎么回事
我们大家都知道双球体橡胶接头生产的主要原料为PP和PE,PP料生产的产品在成型后由于各种外部因素会导致产品产生收缩的问题,如果在生产时采用合适的冷却温度和后处理过程可以减小产品成型后的收缩。造成本产品收缩问题主要表现在以下几点
一、注塑模具;多浇口模具要调整各浇口的充模速度,尽量对称开设浇口。模具的关键部位应有效地设置冷却水道,保证模具的冷却对消除或减少收缩起着很好的效果。整个模具应不带毛刺且具有合模密封性,能承受高压、高速、低黏度熔料的充模。
二、注塑设备;供料不足,注塑机螺杆或柱塞磨损严重,注射及保压时熔料发生漏流,降低了充模压力和料量,造成熔料不足。喷嘴孔太大或太小。太小则容易堵塞进料通道,太大则将使射力小,充模发生困难。
三、双球体橡胶接头生产工艺;增加注射压力,保压压力,延长注射时间。对于流动性大的塑料,高压会产生飞边引起塌坑应适当降低料温,降低机筒前段和喷嘴温度,使进入型腔的熔料容积变化减少,容易冷固;对于高黏度塑料,应提高机筒温度,使充模容易。收缩发生在浇口区域时应延长保压时间。提高注射速度可以较方便地使制件充满并消除大部分的收缩。薄壁制件应提高模具温度,保证料流顺畅;厚壁制件应减低模温以加速表皮的固化定型。延长制件在模内冷却停留时间,保持均匀的生产周期,增加背压,螺杆前段保留一定的缓冲垫等均有利于减少收缩现象。低精度制品应及早出模让其在空气中或热水中缓慢冷却,可以使收缩凹陷平缓又不影响使用。四、原料问题:原料太软易发生凹陷,有效的方法是在本产品注塑过程中加入成核剂以加快结晶。
鑫利生产的产品在成型后由于各种外部因素会导致产品产生收缩的问题,如果在生产时采用合适的冷却温度和后处理过程可以减小产品成型后的收缩。



























 在线咨询
在线咨询
 微信咨询
请您添加右侧号码,微信咨询鑫利管道
微信咨询
请您添加右侧号码,微信咨询鑫利管道